Vakuumgasläschuewen Horizontal mat enger eenzeger Kammer




Wat ass Vakuumgasläschung
Vakuumgasläschung ass de Prozess vun der Erhëtzung vum Werkstéck ënner Vakuum, an duerno der séierer Ofkillung am Killgas mat héijem Drock an héijer Duerchflussquote, fir d'Uewerflächenhärte vum Werkstéck ze verbesseren.
Am Verglach mat gewéinlecher Gasläschung, Uelegläschung a Salzbadläschung huet d'Vakuum-Héichdrock-Gasläschung offensichtlech Virdeeler: gutt Uewerflächenqualitéit, keng Oxidatioun a keng Karburiséierung; gutt Läschuniformitéit a kleng Werkstéckverformung; gutt Kontrolléierbarkeet vun der Läschstäerkt a kontrolléierbar Ofkillquote; héich Produktivitéit, spuert d'Botzaarbecht nom Läschen; keng Ëmweltverschmotzung.
Et gi vill Materialien, déi fir Vakuum-Héichdrock-Gasläschung gëeegent sinn, haaptsächlech dorënner: Schnellstol (wéi Schnëttinstrumenter, Metallformen, Matrizen, Moossstäbchen, Lager fir Düsenmotoren), Werkzeugstol (Auerdeeler, Befestigungen, Pressen), Matrizenstol, Lagerstol, asw.
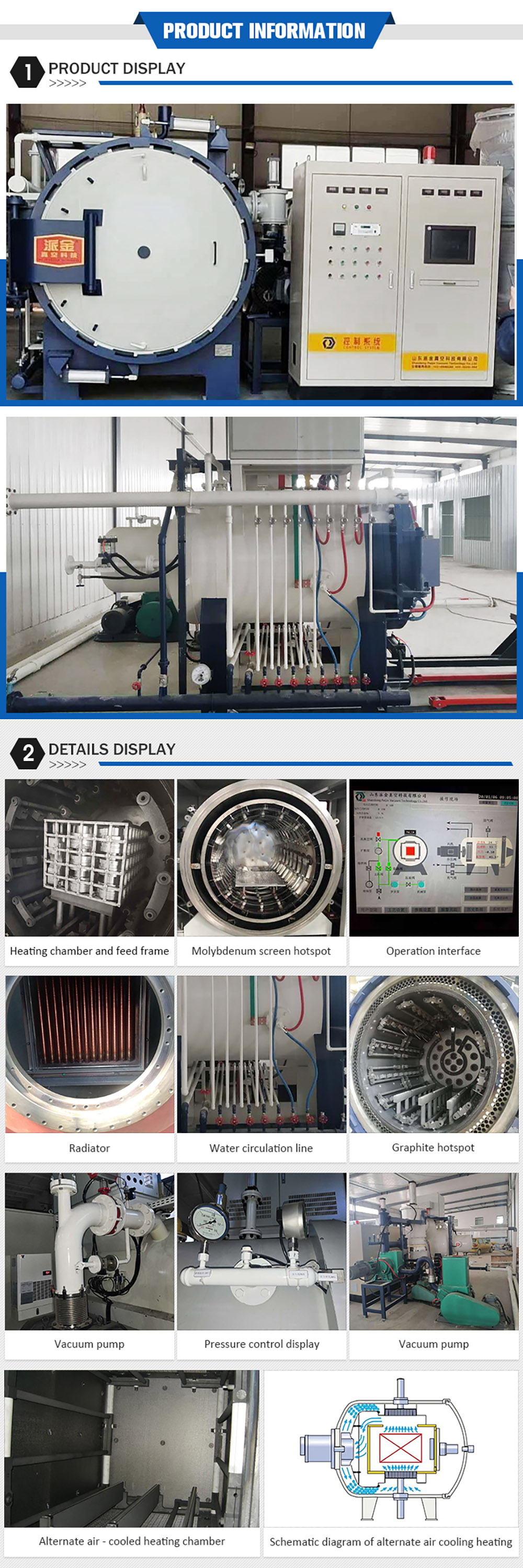
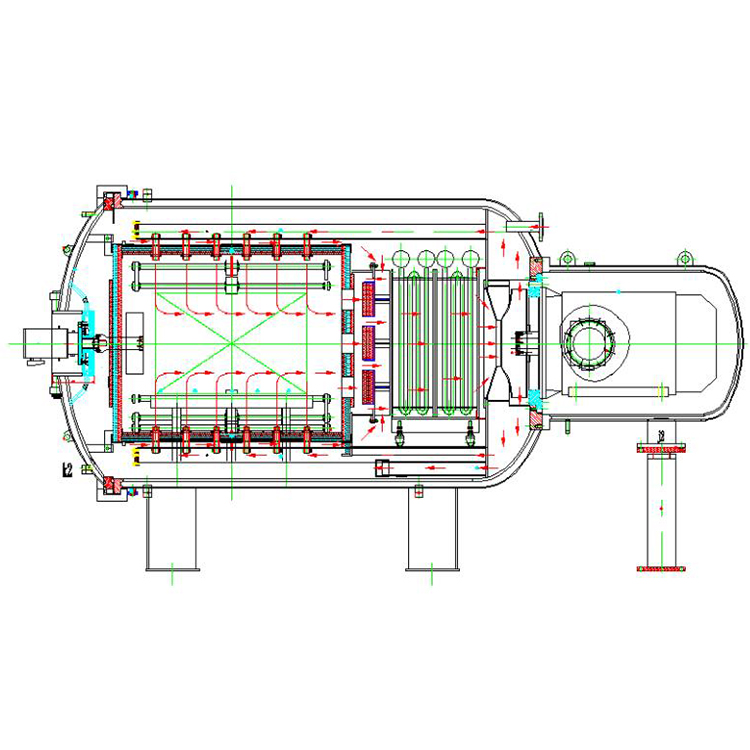
De Paijin Vakuumgasläschuewen ass e Vakuumuewen, deen aus engem Uewenkierper, enger Heizkammer, engem waarme Mëschventilator, engem Vakuumsystem, engem Gasfëllsystem, engem Vakuumpartialdrocksystem, engem elektresche Kontrollsystem, engem Waasserkillsystem, engem Gasläschuewen, engem pneumatesche System, engem automateschen Uewenzufuhrwagen an engem Stroumversuergungssystem besteet.



Applikatioun
Paijin Vakuum Gasläschungsuewenass gëeegent fir d'Härtbehandlung vu Materialien wéi Sprëtzstol, Schnellstol, Edelstol, etc.; Léisungsbehandlung vu Materialien wéi Edelstol, Titan an Titanlegierungen; Glühbehandlung an Anhärtungsbehandlung vu verschiddene magnéitesche Materialien; a kann fir Vakuumlätten a Vakuumsinteren benotzt ginn.

Charakteristiken
1. Héich Ofkillgeschwindegkeet:Duerch d'Benotzung vun engem héicheffizienten, véiereckegen Wärmetauscher gëtt seng Ofkillquote ëm 80% erhéicht.
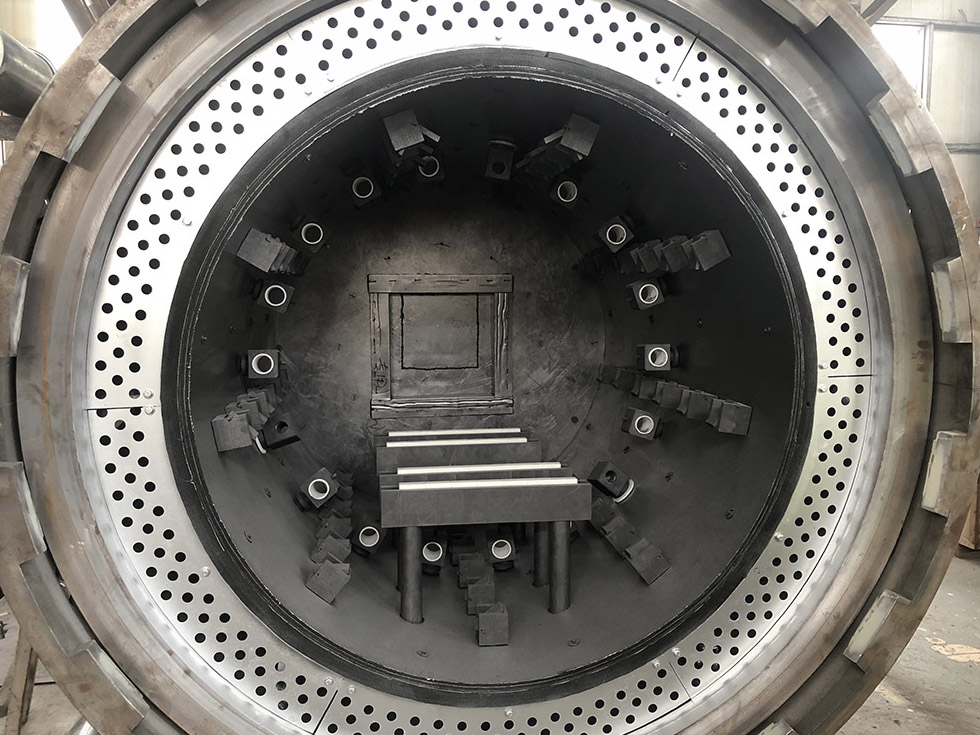
2. Gutt Ofkillungsuniformitéit:D'Loftdüsen sinn gläichméisseg a versetzt ronderëm d'Heizkammer placéiert.
3. Héich Energiespueren:Seng Loftdüsen maachen sech automatesch beim Heizprozess zou, wat seng Energiekäschte ëm 40% reduzéiert.
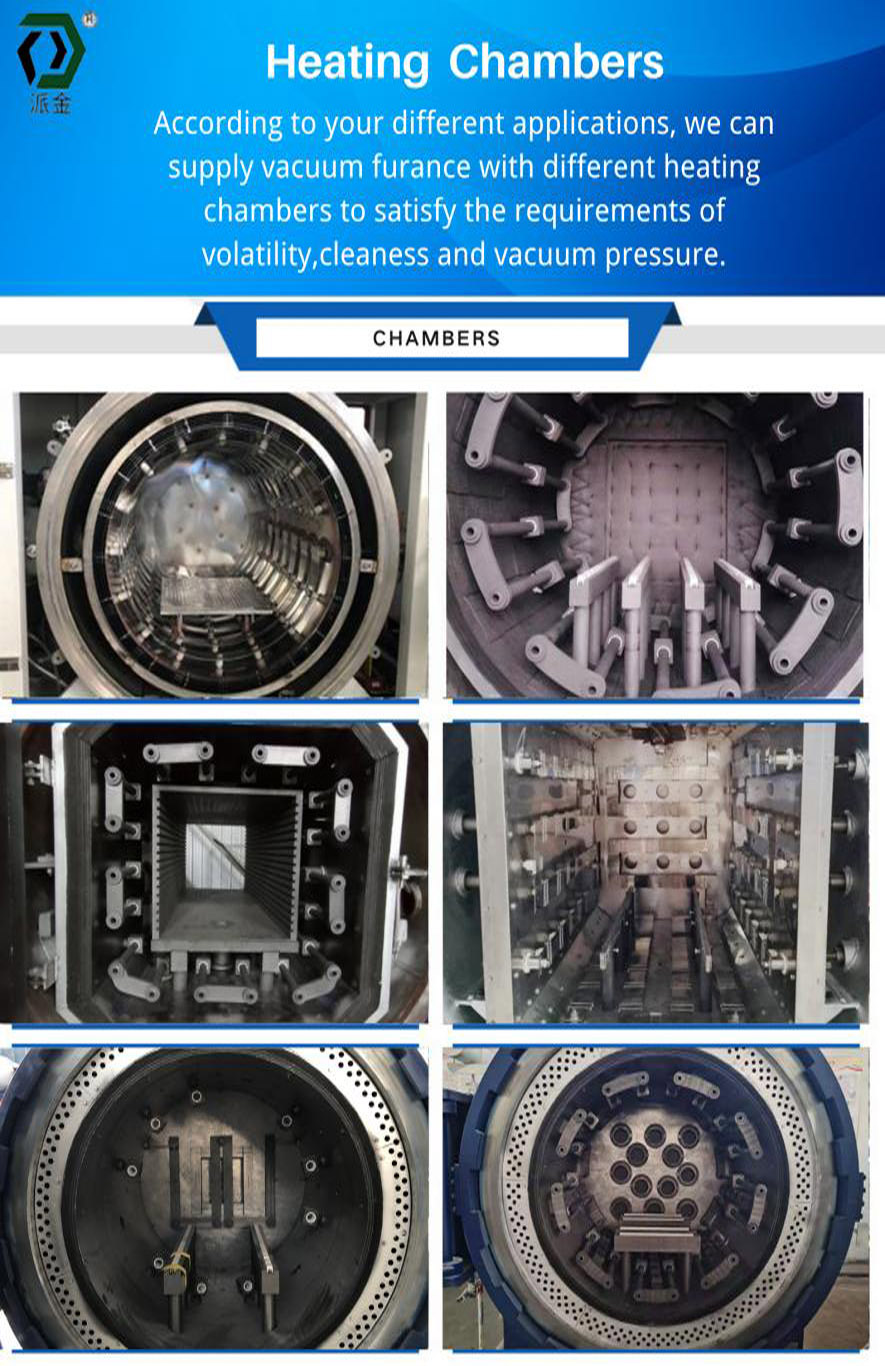
4. Besser Temperaturuniformitéit:Seng Heizelementer sinn gläichméisseg ronderëm d'Heizkammer verdeelt.
5. Gëeegent fir verschidden Prozessëmfeld:D'Isolatiounsschicht vun der Heizkammer besteet aus enger haarder Isolatiounsschicht aus Komposit oder engem Metallisolatiounsscreen, deen fir verschidden Ëmfeld gëeegent ass.
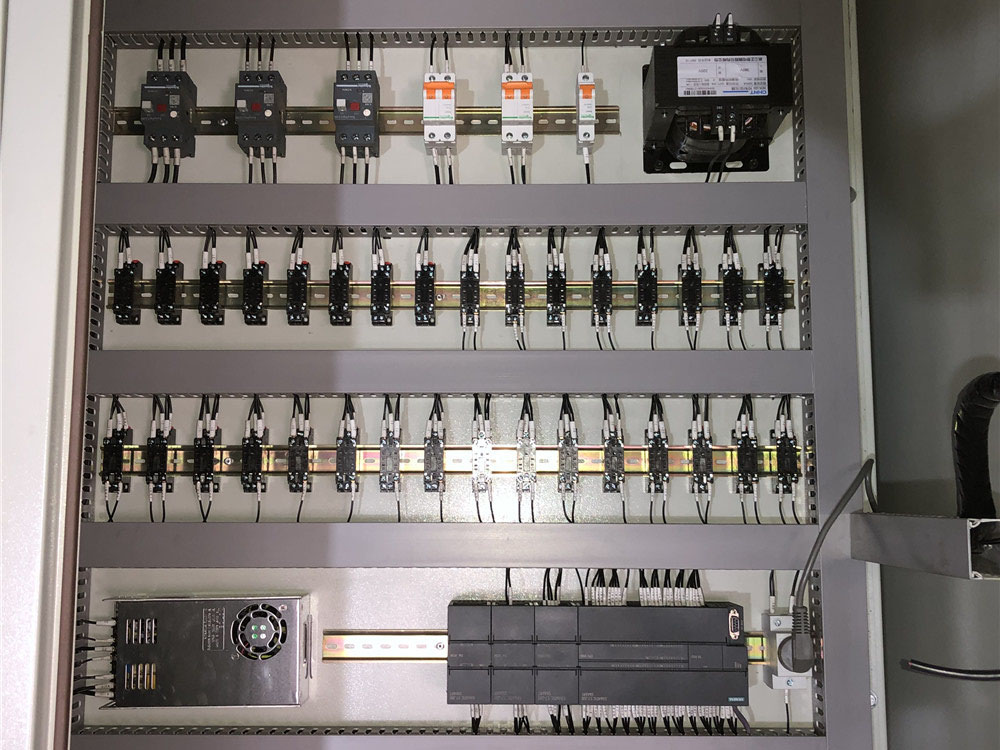
6. Smart an einfach fir Prozessprogramméierung, stabil a verlässlech mechanesch Aktioun, automatesch, halbautomatesch oder manuell Alarméierung an Uweisung vun de Feeler.
7. Gasläschungsventilator mat Frequenzkonversiounskontroll, optional Konvektiounsloftheizung, optional 9-Punkt-Temperaturmiessung, Partialdrockläschung an isotherm Läschung.
8. Mat engem ganze KI-Kontrollsystem an engem extra manuelle Betribssystem.
Standardmodell Spezifikatioun a Parameteren
| Standardmodell Spezifikatioun a Parameteren | |||||
| Modell | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Effektiv Heisszon LWH (mm) | 500*500 * 700 | 600*600 * 900 | 700*700 * 1100 | 800*800 * 1200 | 900*900 * 1600 |
| Gewiicht vun der Laascht (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Maximal Temperatur (℃) | 1350 | ||||
| Genauegkeet vun der Temperaturkontroll (℃) | ±1 | ||||
| Uewentemperaturuniformitéit (℃) | ±5 | ||||
| Maximalen Vakuumgrad (Pa) | 4.0 * E -1 | ||||
| Drockerhéijung (Pa/H) | ≤ 0,5 | ||||
| Gasläschungsdrock (Bar) | 10 | ||||
| Uewenstruktur | Horizontal, eenzel Kammer | ||||
| Method fir d'Öffnung vun der Dier vun der Uewen | Scharniertyp | ||||
| Heizelementer | Grafit Heizelementer | ||||
| Heizkammer | Zesummesetzungsstruktur vu Graphit-Hartfilz a Weichfilz | ||||
| Typ vum Gasläschen | Vertikal ofwiesselnd Flux | ||||
| PLC & Elektresch Elementer | Siemens | ||||
| Temperaturregler | EUROTHEM | ||||
| Vakuumpompel | Mechanesch Pompel a Wuerzelpompel | ||||
| Personaliséiert optional Beräicher | |||||
| Maximal Temperatur | 600-2800 ℃ | ||||
| Maximal Temperaturgrad | 6,7 * E -3 Pa | ||||
| Gasläschungsdrock | 6-20 Bar | ||||
| Uewenstruktur | Horizontal, Vertikal, eenzel Chamber oder Méikammer | ||||
| Method vun der Dieröffnung | Scharniertyp, Hebetyp, Flaachtyp | ||||
| Heizelementer | Grafit Heizelementer, Mo Heizelementer | ||||
| Heizkammer | Zesummegesate Grafitfilz, Reflektéierend Schirm aus ganzem Metall | ||||
| Typ vum Gasläschen | Horizontal ofwiesselnd Gasstroum; Vertikal ofwiesselnd Gasstroum | ||||
| Vakuumpompelen | Mechanesch Pompel a Wuerzelpompel; Mechanesch, Wuerzel- a Diffusiounspompelen | ||||
| PLC & Elektresch Elementer | Siemens; Omron; Mitsubishi; Siemens | ||||
| Temperaturregler | EUROTHERM;SHIMADEN | ||||
Qualitéitskontroll
Qualitéit ass de Geescht vun de Produkter, ass de Schlësselpunkt fir eng Fabréck ze entscheeden's Zukunft. Paijin betruecht Qualitéit als déi héchst Prioritéit an eiser deeglecher Aarbecht. Fir déi gutt Qualitéit vun eise Produkter ze garantéieren, hu mir vill Opmierksamkeet op 3 Aspekter geluecht.
1. Am wichtegsten: De Mënsch. De Mënsch ass dee wichtegste Punkt an all Aarbecht. Mir hunn komplett Ausbildungscoursen fir all neie Mataarbechter, an mir hunn e Bewäertungssystem fir all Mataarbechter op engem Niveau ze bewerten (Junior, Middle, High), Mataarbechter vu verschiddenen Niveauen ginn a verschidde Beruffer mat verschiddene Gehälter ernannt. An dësem Bewäertungssystem ass et...'Net nëmmen d'Fäegkeeten, mä och d'Verantwortungsquote an d'Feelerquote, d'Exekutivmuecht etc. Op dës Manéier sinn d'Aarbechter an eiser Fabréck bereet, dat Bescht an hirer Aarbecht ze ginn. A respektéieren strikt d'Qualitéitsmanagementregelen.
2. Déi bescht Materialien a Komponenten: Mir kafen nëmmen déi bescht Materialien um Maart, mir wëssen, datt eng Erspuernis vun 1 Dollar u Material am Endeffekt 1000 Dollar kascht. Déi wichtegst Deeler wéi elektresch Komponenten a Pompelen sinn all Markenprodukter wéi Siemens, Omron, Eurotherm, Schneider etc. Fir déi aner Deeler, déi a China hiergestallt ginn, wielen mir déi bescht Fabréck an der Industrie a mir ënnerschreiwen e Garantiekontrakt fir d'Produktqualitéit mat hinnen, fir sécherzestellen, datt all Komponent, all Deeler, déi mir am Uewen benotzen, Produkter vun der beschter Qualitéit sinn.
3. Strikt Qualitéitsmanagement: Mir hunn 8 Qualitéitskontrollpunkten am Prozess vun der Uewenproduktioun. D'Inspektioun op all Kontrollpunkt gëtt vun 2 Mataarbechter duerchgefouert an 1 Fabrécksmanager ass dofir verantwortlech. An dëse Kontrollpunkten ginn d'Materialien an d'Komponenten, an all Aspekter vum Uewen duebel gepréift fir hir Qualitéit ze garantéieren. Schlussendlech, ier den Uewen d'Fabréck verléisst, soll en duerch Wärmebehandlungsexperimenter lescht iwwerpréift ginn.